所谓元件布局系指底板上面电子管、变压器、电容器、电位器等主要元件的摆放位置。此类主要元器件的摆位基本上决定了信号走向,也基本确定了底板下面RC元件和走线的布局。由于电子管的高压供电、高输入阻抗特性,对周围电磁场极为敏感,当上述元件、配线布局不当时,来自电源的各种干扰信号.和末级输出信号都有反馈到输入端的可能,结果必然形成放大器噪声增大、自激等非正常现象。关键是此类问题的解决并无统一的标准,一般制作文章巾也涉及甚少,以致初入门胆机DIY者难以应对。本节中以名机为例,说明其处理过程.同时总结出适用的通用规律作为DIY入门的参数,、1.底板元件布局的原则胆机制作中底板没计是成败关键之一。当底板结构设计不合理时.必然使各级放大器元器件形成前、后级之间交错,寄生反馈难以避免。而且当电源变压器、输出变压器排位不合理时,还会引起莫名其妙的静态噪声.此时即使拔去前级放大管,扬声器中也会有明显交流声。所以.底板上主要元件的摆位.既要考虑前后级的有序排位,减小前后级电路之间形成分布参数和可能产生的电磁耦合.还要考虑交流供电系统的电磁场辐射。因此.底板上主要元件的摆位应遵守下列原则:
·电源变压器是最大的电磁干扰源.即使是有优质电磁屏蔽的产品,也必须装在底板后部的一侧,即使是后排也勿令其居中.,当变压器采用卧式安装时,绕组中心线应为底板前后方向,勿朝左右。如果底板为顺磁性材料(钢板),卧式安装需用螺母将变压器垫高lOmm.避免交流磁场延底板传播。当采用立式安装时,也需用倒L形支架使变压器整体距底板有5mm以上的空位。
·输m变压器应装于底板后排的另一侧.与电源变压器分居左、右,在底板上相距最远且重心也基本平衡。两者之间则可安装阻流圈或电解电容器之类。
·放大器各级电子管应依前后级之顺序单向一字形排列.如果放大级数较多,一字形排不下,允许成90。转向,但决不能前后级回头,交错排列。电子管座的交错必然引起底板下元件的前后级交错,此为大忌。当电源变压器、输I变压器各居后侧左、有时,放大器的输出级应在输出变压器一侧,如此一来,放大器第一级必然与电源变压器在同一侧。为避免交流磁场对前级电子管的影响.宜将前级电子管偏离变压器绕组轴心,同时在电源变压器屏蔽盒内衬人硅钢片两层用作磁屏蔽。
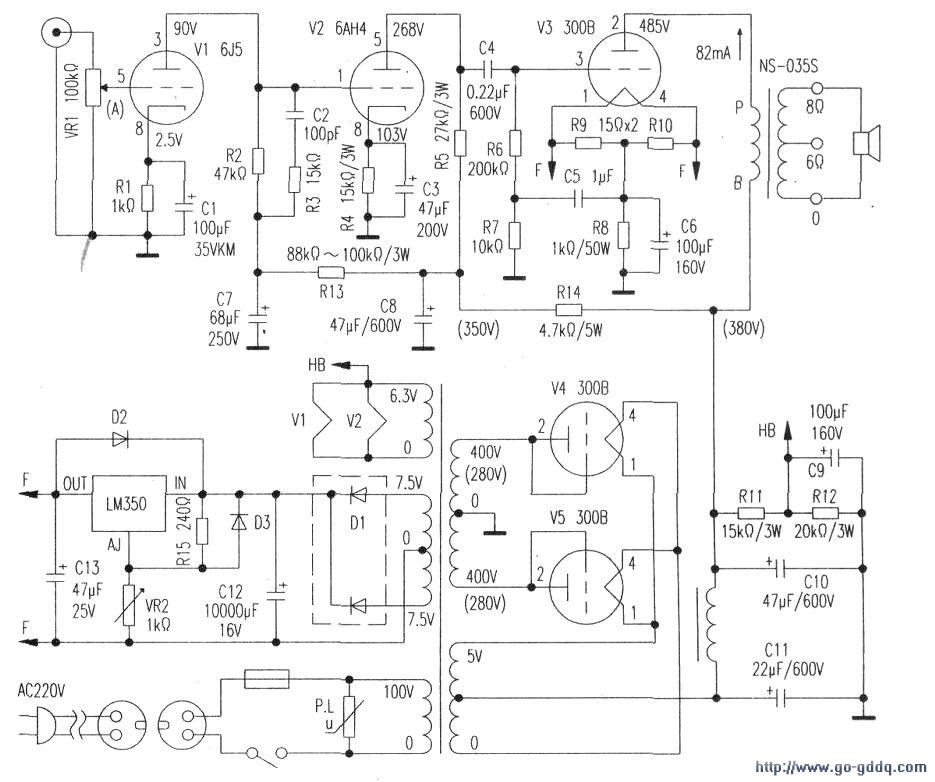
完全符合上述原则的实例如下:此为一款分体式300B A类输出功放,电路见上图,中图a为原机实体装配图,下图b为整机前视图,可见上述原则在此机中得到完善的体现。因此,该机在无任何负反馈的条件下,8Ω端输出静态噪音仅0.2mV。
为装配需要,在安装管座时.勿忘在管座螺钉上紧同接地焊片和2—4孔小型接线架,同时注意使八脚管(2)、(7)两脚朝向底板折弯处.

2.底板下布线和元件焊装
焊装元件前,第一步预先在底板上设一条接地绒.用φ0.8mm—lmm的裸铜线从整流电源负极(变压器高压绕组中心抽头).将滤波电容器负极、各管座旁预设焊片连结在一起,直到音量电位器、输入插口的接地端,成为一条接地母线。通过与接地焊片的连接,接地母线紧贴底板分布于底板中部.管座旁焊片则构成每一级放大器的专用接地点,同级放大器接地元件、阴极电阻、旁路电容、栅极电阻、电源本级退耦电容器等全部在此一点接地,不能在接地母线上随意接地。
第二步是交流供电电源的布线。6.3V灯丝电源在电源变压器处穿孔进入底板后,以双线绞合方式,沿底板周边引入管脚。所以安装管座时已提示将灯丝(2)、(7)两脚朝向底板边缘,可减少交流供电引线或放大管板、栅极元件引线的交叉重叠区。整流电压AC高压采用同样布线法,如此一来在底板中部.全无交流电源引线的分布,只用于放大系统布线或元件之用。
第三步是放大器元件的焊装。胆机装配方式历来采用搭棚焊装和分散搭焊方式,所谓搭棚法,是用较长的多孔接线架或生产厂白制的双排焊片接线架.将RC元件焊接于接线架丽排焊片之间,组成组件形式,然后将组件与管座各极相连接。
此种方式中,接线架可立装,也可横装,底板上只有管座和布线,而无元件分布。但是接线架组成的组件,需预先根据电路结构进行设计,充分考虑相邻元件和导线不会因分布电容产生不良影响。由电路分析设计、实验后,方能用于大批量生产。
此种组装方式先装成组件,再在总装时装入底板接好连接线.有利于大批量生产流水作业,所以,七十年前国内无线电厂多用此种方式,业余DIY无此必要。目前音响生产厂产量不大,也极少采用此种组装方式。
通常胆机DIY采用分散搭焊组装.此种方式直接将RC元件在电子管座引脚上搭焊,搭焊之说由此而来。无论管座引脚,还是不得已而加入的2~3孔支架.焊接时元件引出端只捅入其焊片引脚的小孔,用锡焊好即完成,一般不必采取其他机械紧同措施。搭焊组装需遵守以下原则,以保证装机可靠,易于维修。
(1)大型元件如电解电容、线绕电阻、电位器等,不能以其引线、焊片作为支撑点,必需用卡箍、螺钉同定于底板上,再用引线连接.(2)放大电路的RC元件尽量靠近管座、贴近底板,以管座焊片为支撑焊接,当元件引线长度不够,或距离较长时,可将元件焊于管座旁的接线架上,再以引线连接。
(3)管座周边元件应分布于管座附近,不能重叠、交叉,否则造成维修换件、测试的困难,,双三极管放大器元件较多,可采用小型支架向周边扩展,原则是电容器在近位.电阻置稍远位置。
(4)无论何种元件,焊接时注意使其规格标识向上,便于检测、识别。对本级一级放大器而言,所有接地点必须一点接地,切勿在接地母线上随意接地。为了有序配线,特举出下图a、下图b作为多级放大器及实体配线图作为参考。