展成法就是利用齿轮刀具与被切齿坯作啮合运动而切出齿形的方法。最常用的方法是插齿加工和滚齿加工。
1.插齿加工
插齿加工在插齿机上进行,是相当于一个齿轮的插齿刀与齿坯按一对齿轮作啮合运动而把齿形切成的。可把插齿过程分解为:插齿刀先在齿坯上切下一小片材料,然后插齿刀退回并转过一小角度,齿坯也同时转过相应角度。之后,插齿刀又下插在齿坯上切下一小片材料。不断重复上述过程。就是这样,整个齿槽被一刀刀地切出,齿形则被逐渐地包络而成。因此,一把插齿刀,可加工相同模数而齿数不同的齿形,不存在理论误差。如图1所示。
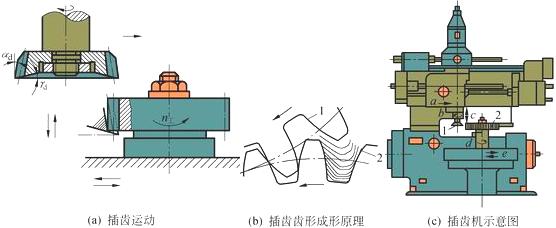
图1 插齿加工原理
a)插齿运动 b)插齿齿形成形原理 c)插齿机示意图 1-插齿刀 2-被加工齿轮
插齿有以下切削运动:
(1)主运动 插齿刀的上下往复运动。
(2)展成运动(又称分齿运动) 确保插齿刀与齿坯的啮合关系的运动。
(3)圆周进给运动 插齿刀的转动,其控制着每次插齿刀下插的切削量。
(4)径向进给量 插齿刀须作径向逐渐切入运动,以便切出全齿深。
(5)让刀运动 插齿刀回程向上时,为避免与工件摩擦而使插齿刀让开一定距离的运动。
插齿除适于加工直齿圆柱齿轮外,特别适合加工多联齿轮及内齿轮。插齿加工精度一般为7~8级,齿面粗糙度Ra值为1.6μm。
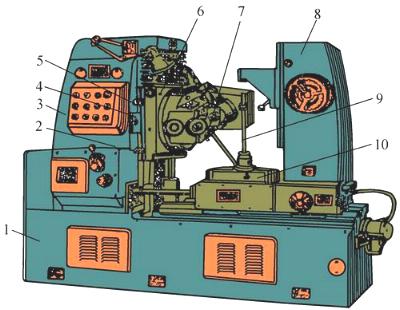
图2 滚齿机外形图
1—床身 2—挡铁 3—立柱 4—行程开关 5—挡铁 6—刀架 7—刀杆 8—支撑架 9—工件心轴10—工作台
2.滚齿加工
滚齿加工是用滚齿刀在滚齿机(见图2 )上加工齿轮的方法。滚齿加工原理是滚齿刀和齿坯模拟一对螺旋齿轮作啮合运动。滚齿刀好比一个齿数很少(一至二齿)齿很长的齿轮,形似蜗杆,经刃磨后形成一排排齿条刀齿。因此,可把滚齿看成是齿条刀对齿坯的加工。滚切齿轮过程可分解为:前一排刀齿切下一薄层材料之后,后一排刀齿切下时,由于旋转的滚刀为螺旋形,所以使刀齿位置向前移动了一小段距离,而齿轮坯则同时转过相应角度。后一排刀齿便切下另一薄层材料。正如齿条刀向前移动,齿轮坯作转动。就这样,齿坯被一刀刀地切出整个齿槽,齿侧的齿形则被包络而成。参见图3。所以,这种方法可用一把滚齿刀加工相同模数不同齿数的齿轮。不存在理论齿形误差。滚切直齿圆柱齿轮时有以下运动:
(1)主运动 滚刀的旋转运动。
(2)展成运动(又称分齿运动) 是保证滚齿刀和被切齿轮的转速必须符合所模拟的一对齿轮的啮合运动关系。即滚刀转一转,工件转K/Z转。其中:K是滚刀的头数,Z为齿轮齿数。
(3)垂直进给运动 要切出齿轮的全齿宽,滚刀须沿工件轴向作垂直进给运动。

图3 滚齿机及加工原理
滚齿加工适于加工直齿、斜齿圆柱齿轮。齿轮加工精度为8~7级,齿面粗糙度Ra值为1.6μm。在滚齿机上用蜗轮滚刀、链轮滚刀还能滚切蜗轮和链轮。
3.齿形加工方法比较
滚齿、插齿与铣齿比较 铣齿采用普通设备和简单刀具即可加工齿形。但是只能加工11~9级精度、齿面粗糙度Ra值为6.3μm ~3.2μm 的齿形. 滚齿和插齿的分度精度和齿形精度均较铣齿高,可以加工6 级精度、齿面粗糙度值Ra为3.2μm ~1.6μm;滚齿和插齿是连续分度和切削 ,生产效率比铣齿高。用同一模数的滚到和插齿刀,可以各种不同齿数的齿轮,大大减少了刀具数目,提高了经济效益。
滚齿与插齿比较 滚齿是刀齿作连续的旋转切削、切削速度较高,插齿是刃齿作往复运动,限制了切削速度,故滚齿生产率比插齿烙高,滚齿机可以加工直齿、斜齿圆柱齿轮和蜗轮,但不能加工内齿轮和相距太近的多联齿轮;插齿时播齿刀沿齿全长连续切出,包络线数量也多,而滚齿时轮齿全长是由滚刀多次连续切出,故插齿的齿面粗糙度值较小;插齿刀的制造、刃磨检验壁滚刀方便,易得到高精度,但插齿机分齿传动链比滚齿复杂,因此,加工齿轮的精度基本一样;插齿机可以加工内齿轮和多联齿轮,但不能加工蜗轮。