一、引言
目前,市场竞争日益激烈,如何提高生产效率、降低运营成本,对于企业来说至关重要。
仓储物流管理广泛应用于各个行业,设计及建立整套的仓储管理流程,提高仓储周转率,减少运营资金的占用,使冻结的资产变成现金,减少由于仓储淘汰所造成的成本,是为企业提高生产效率的重要环节。
仓储管理系统通常使用条码标签或是人工仓储管理单据等方式,这些管理方式有着明显的缺点:
•条码管理:易复制、不防污、不防潮而且只能近距离读取
•人工录入:工作繁琐,数据量大易出错漏,增加仓储环节人工成本
•手工盘点工作量大,导致盘点周期长,货物缺失或被偷盗不能及时发现
RFID无线射频技术的引入,使得企业仓库管理变得透明且工作效率更高。将电子标签封装在条形码标签内,贴在每个货物的包装或托盘上,在标签中写入货物的具体资料、存放位置等信息。同时在货物进出仓库时可写入送达方的详细资料,在仓库和各经销管道设置固定式或手持式阅读器,以辨识、监测货物流通。其优点主要有:

•人工可降低20-30%;
•99%的仓库产品品可视化,降低商品缺失的风险;
•改良的供应链管理将降低20-25%的工作服务时间;
•提高仓储信息的准确性与可靠性;
•高效、准确的数据采集,提供作业效率;
•入库、出库数据自动采集,降低人为失误;
•降低企业仓储物流成本。
在物流自动化技术高速发展的今天,借助RFID 快速扫描、无障碍阅读等特点,快速、准确地进行数据采集和处理,实现仓库的标准化和高效化运营。实现快速查货、找货,堆存直观,科学合理。通过现代先进的网络技术,实现入库、出库、库存等仓库管理信息在企业运营过程中的实时共享。方便公司对货物进行监管;方便仓库对货物进行入库、出库、盘点、拣货;方便企业了解本公司货物在仓库的情况。
(一)文档范围
1.综合介绍
2.功能需求
3.非功能性需求
(二)文档读者对象
本文档主要针对:项目实施人、项目经理、开发人员、测试人员或文档的编写人员。
(三)关键术语与缩写解释
1。RFID:(Radio Frequency Identification)无线射频识别;
2.B/S架构:(Browser/Server)浏览器/服务器架构。
二、综合介绍
(一)系统功能介绍
图1 整体功能框架图
该仓储管理系统的功能如上图所示。主要包括了日常管理、入库管理、查询管理、移库管理、出库管理、打印管理六大功能模块。
201105091124342470.jpg)
(二)系统投资效益分析
1.仓库入库、出库免去逐件扫描的繁冗工作,速度得到大规模的提升。
2.货位上的条码标签在仓库里目视困难,叉车手容易放错货位。通过叉车上的无线PC 及阅读器能保证上架的目标货位正确。
3.叉车通过无线PC 与主机交互,可以实时掌握每台叉车的位置及状态,叉车调度可以更灵活,叉车的利用率可以最大化。
4.叉车手通过无线PC 接收出入库指令及最短路径导引,可以更快更准确将货物上架、出库拣货,可以缩短叉车手在仓库的工作时间。
5.当因各种原因不能将货物放到目标货位上,叉车手可以将货物放到其它货位,通过阅读货位标签关联及无线PC 与主机交互,保证库存信息的实时准确性。避免不能放到目标货位时原来的烦琐流程,而且因叉车手工作繁忙,没记录不放目标货位的情况,造成库存不准确,
6.可能导至出货错误的重大损失!
7.当货物存放货物并不是由系统指定,而是由叉车车决定货物的存储货位时,通过RFID叉车可以将实时存储信息提交到主机系统,相对传统方案的手工记录而后录入电脑的方案,库存的实时性和准确性有很大的提高,效率也得到很大提升。传统仓库的盘点,需要近距离每箱货物来进行扫描。
利用RFID 技术,将大大的简化上述程序。盘点的结果可以通过无线网络传送到系统进行记录,免去了手工录入的工作。
(三)角色功能划分
表 1
角色名称 | 职责描述 |
系统管理员 | 日常管理、入库管理、查询管理、移库管理、出库管理、打印管理 |
业务员 | 入库作业、查询管理、移库作业、出库作业、打印 |
(四)设计和实现上的限制
系统需作为企业现有ERP系统的附属子系统,且与OA办公系统进行对接。
(五)业务流程介绍
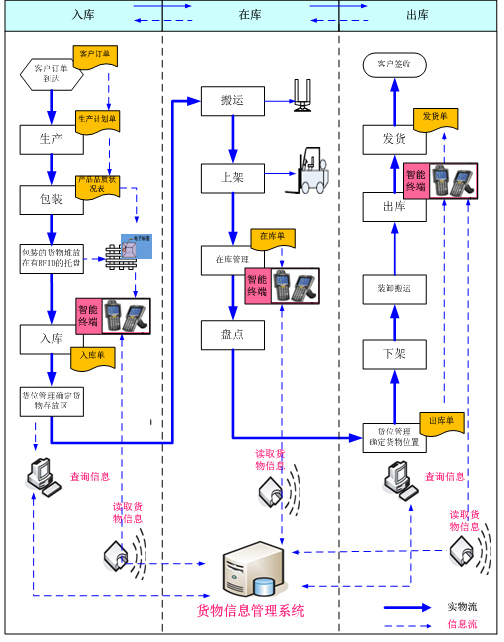
图2 成品库总体操作流程
1.流程详细描述:
①订单驱动式生产,根据客户订单,进行生产;
②成品根据顾客的需求,进行分类、拣选和包装;(包装有混装和整装两种,根据客户的需求)
③包装好的成品,堆放在带有RFID的托盘(通过手持终端将货物信息写入RFID),由人力拖车和叉车共同搬运进行入库作业;
④货仓入库时,入库口装有的阅读器读取RFID信息,并将所读取货物信息传入到管理系统数据库;
⑤通过查询货仓信息管理系统,打印入库单,确定货物存放区;
⑥电动叉车结合人力拖车共同搬运作业,进行上架操作,即将托盘放置在指定的货位,并通过传输设备将所录信息传输到管理系统数据库;
⑦对在库货物进行在库管理和盘点,货仓信息系统存储货仓货物的所有信息,对货物的状态和货位的占用状态进行全面的监控;
⑧货物出库时,叉车操作人员输入订单号或者货物信息,查询所取货物所在的货位,进行下架操作;
⑨出库的货物进行发货和配送,最后客户签收货物,货仓管理系统实时记录货物的签收状态。
2.出入库等重要环节具体流程:
①入库流程
包装好的成品,堆放在带有RFID的托盘,由人力拖车托到成品库进行入库;入库时,货仓入口处装有的阅读器读取RFID信息,并将所读取货物信息传入到仓库管理系统数据库;仓库管理系统根据货位空闲情况分配货位,打印入库单,指导叉车操作人员进行上架操作,即将托盘放置在指定的货位。
图3 成品库入库操作流程
②出库流程
货物出库时,叉车操作人员输入订单号,或者货物信息,查询所取货物所在的货位,进行下架操作;出库的货物在月台上进行发货和配送,;黄色部分表示操作流程中的相关单据;红色部分表示货仓管理系统的信息流。
图4 成品库出库操作流程
3.货位定位编码:
图 5 货位编码格式
货位编码共6位。
第一、二位代表仓库的通道。范围01~07,分别代表仓库的01至07通道,设计为两位是方便扩展。
第三位代表通道两侧的两排货架,范围A或B,分别代表通道左侧与右侧。
第四、五位代表仓库的深度。范围01~19,分别代表仓库的01至19深度,其中01表示货架最靠近出口通道的货位,19表示货架最最靠近入口通道的货位。
第六位代表货架的层。值为1~4,1代表货架1层,2代表货架2层,3代表货架3层,4代表货架4层。过桥式货架只有3层与4层。
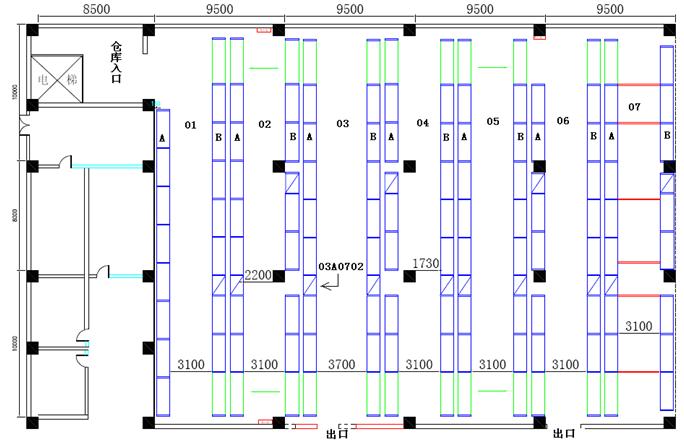
图6为货位编码示意图,编码举例:其中箭头所指货架第二层货位编码为03A0702。
三、功能性需求
(一)订单信息管理:
新建订单信息,包括订单号、客户代码、一个订单所占托盘数、各托盘上卡通箱起始编号等信息,删除订单信息,覆盖订单信息,该信息可以选择是否打印;
(二)用户信息管理:
新建用户信息、设置用户权限,删除用户信息,用户修改登录密码,查询用户信息,该信息可以选择是否打印;
(三)操作人员信息管理:
新建操作人员信息(包括工号,技能等级等信息),设置操作人员权限,删除操作人员信息,查询操作人员信息,选择是否打印该信息;
(四)入库管理:
①生产线边通过手持终端将托盘所属订单号、起始箱号写入标签;
②入库口:阅读器自动读取标签ID、订单号、传入电脑主机,入库管理员进入入库管理功能选项,进入收货界面,界面上显示已读到但未处理的标签,以及根据该标签ID查询到的数据库中相关记录,显示该批入库所有托盘的ID、订单号、起始箱号、货物信息,管理员将这些信息与实物核对,无误后,确认收货,进入入库界面;
③入库界面:主机根据托盘数量、订单号分配存储货位,并在界面上列表显示,该列表可打印,指导叉车作业,叉车将货物存入货位后,叉车操作工在打印的作业单上签字,确认作业完成;
④记录完成入库操作人员信息(工号)。数据库更新货位信息与托盘信息,确认入库。入库过程结束;
(五)库存查询:
查询实时在库信息。可通过客户代码、订单号、日期等查询条件查询在库库存信息(包括产品名称、数量、入库时间、操作人员、预计出库时间、发货目的地),该信息可以选择是否打印;
(六)出库查询:
查询出库信息。通过输入客户代码、日期查询某时间段内该客户出库订单(包括订单号,每订单号包括的产品种类、名称、数量、出库时间、操作人员,发货目的地、出库总量),该信息可以选择是否打印。
通过输入订单号查询该批次货物信息(产品种类、名称、数量、出库时间、操作人员,发货目的地);通过输入日期查询该时间段内出货信息(包括出货订单号,所属客户代码、每订单号包括的产品种类、名称、数量、出库时间、操作人员,发货目的地,出货总量);
(七)入库查询:
查询入库信息。通过输入客户代码、日期查询某时间段内该客户入库订单(包括订单号,每订单号包括的产品种类、名称、数量、入库时间、操作人员,预计出库时间,发货目的地、入库总量)。
通过输入订单号查询该批次货物信息(产品种类、名称、数量、入库时间、操作人员,预计出库时间,发货目的地),该信息可以选择是否打印。通过输入日期查询该时间段内入库信息(包括订单号,所属客户代码、每订单号包括的产品种类、名称、数量、入库时间、操作人员,预计出库时间,发货目的地,入库总量);
(八)呆货订单查询:
查询超期存储货物。通过输入在库时间长度查询超期存储货物信息(包括订单号,所属客户代码、每订单号包括的产品种类、名称、数量、入库时间、操作人员,预计出库时间,发货目的地,入库总量),该信息可以选择是否打印;
(九)出库管理:
出库过程信息管理。①出库管理员进入出库管理界面,输入提货单上的订单号,获取该订单的货物在库状态,包括入库时间,在库数量,货物名称,客户代码、目的地,存储货位等信息,货位信息可打印,交由叉车操作人员根据货位信息取出托盘;②托盘通过出库口,阅读器自动读取标签ID,订单号,信息系统弹出界面显示该订单号对应的货物信息,包括数量、货物名称,客户代码、入库时间、目的地等,与实物核对无误后,确认出库;③记录完成出库操作人员信息(工号)。出库过程结束;
(十)移库管理:
移库过程信息管理。①仓库管理人员进入移库管理界面,输入要移库的订单号,获取该订单的货物在库状态,包括入库时间,在库数量,货物名称,客户代码、目的地,当前存储货位信息,当前空闲货位信息;②指定要移库的目标货位,并打印当前货位信息和移库目标货位信息,交由叉车操作人员根据货位信息先取出托盘,再将货物存入到目标货位,叉车操作工在打印的作业单上签字,确认作业完成。数据库更新货位信息与托盘信息,确认重新入库;③记录完成移库操作人员信息(工号)。移库过程结束;
(十一)打印管理:
查看和管理组织中的所有打印机,按所需信息输入条件进行打印。主要用于打印出库单、入库单、库存单、业务信息等单据打印。
四、非功能性需求
(一)软硬件环境需求
本系统要求的软件的运行环境,包括硬件平台、操作系统和版本,还有其它的软件组件或与其共存的应用程序表3所示:
表 3
需求名称 | 详细要求 |
硬件要求 | IBM服务器 |
系统平台 | Windows NT 2003 |
软件架构 | B/S架构 |
数据库 | Progress或SQL-Server |
技术环境 | JSP或ASP、NET |
(二)软件质量需求
本系统的质量要求入下表4所示:
表 4
主要质量属性 | 详细要求 |
正确性 | 业务错误不允许出现 |
健壮性 | 服务器端程序应连续工作一年以上 |
可靠性 | 除电源、硬件、操作系统、服务器管理系统外程序不允许异常退出或崩溃。 |
性能,效率 | 系统处理业务时间最迟时间小于等于5秒 |
易用性 | 网站直接发布,操作简便 |
清晰性 | 业务流程明确 |
安全性 | 用户信息保密,操作权限明确 |
可扩展性 | 可在当前需求基础之上进行功能上的扩展 |
兼容性 | 可运行在大多数主流的硬件环境中 |
可移植性 | 可运行在大多数主流的操作平台上 |
(三)硬件功能需求
(1)系统主要组成
1。RFID电子标签
2。RFID打印机 (可选)
3。RFID固定式阅读器
4。RFID手持式阅读器
5。RFID叉车阅读系统 (可选)
6。RFID通道阅读系统
7.VANCH™RFID中间件
8.VANCH™ RFID仓储物流管理系统
(2)本系统所需RFID阅读器包括3种:
1.出入库门禁系统:此处所需阅读器读写范围为3米以上。
2.手持终端:所需读写距离为2米左右
3.叉车终端:读写距离1米左右,读取托盘和货位标签
(四)基于RFID的仓库管理系统硬件设备表
类型 | 型号 | 参数说明 | 单位 | 参考图片 |
RFID 读写器 | VANCH™ VF-547N | 协议:ISO18000-6C、Epc Class 1 Gen2 接口:RJ45/Rs232 频率:902-928 MHZ 天线数量:4个SMA口天线 读卡距离:3-5米 | 台 |  |
圆极化 天线 | VANCH™ VA-912/R | 连接接头:N(母座) 增益:12dBi 频率:902-928MHZ 极化方式:圆极化 输入阻抗:50欧姆 尺寸:405×405×35mm | 支 | 
|
垂直 极化 天线 | VANCH™ VA-9121/V | 连接接头:N(母座) 增益:12dBi 频率:902-928MHZ 极化方式:垂直极化 输入阻抗:50欧姆 尺寸:610X310X70mm | 支 |  |
联接 馈线 | LRM-195 | 每根长5米 | 根 | 
|
RFID 手持机 | VANCH™ VH-70 | 外观 尺 寸:17.5cm长X 7.6cm宽X 2.3cm(3.3cm)高 液晶显示:3.5"透反射 网络:WIFI或3G 频段:902~928MHz 最大读标签距离5米
最大写标签距离2米 电池3.7V锂电池,4400mAh(可反复使用) 工业防护标准IP65防水防尘 耐用性1.5米高度的水泥地面跌落测试,可承受三个方向,六面,跌落三次冲击 | 台 |  |
叉车 读写器 | VANCH™ VI-82 | 协议: EPCclass1 Gen2,接口:蓝牙、Rs232、TCP/IP,频率:902~928MHZ 天线数量:可接1-4个SMA口天线,供电:可充电锂电池3.0Ah(18V); | 台 | 
|
叉车 车载 平板 PDA 电脑 | VANCH™ VMID-1000 | 操作系统:Microsoft Windows CE、NET4、2;处理器:Intel PXA255,400MHz;SDRAM:128MB On Board;显示屏:8.4" TFT,SVGA 800*600;外接I/O界面:CF Type Ⅱ插槽;SD/MMC插槽(记忆卡);USB Host Ports(2个);USB 1.1Client/RS232 接口;红外端口;;内置I/O界面:内置UART接口,可使用长距离射频模块及蓝牙模块;电池:可充电锂电池4400mAh(7.4V);重量:1.6kg(含电池);工业标准:IP54,1.2米防摔;认证:CE,FCC | 台 |  |
托盘电 子标签 | VANCH™ VT-80 | 尺寸:84(长)*54(宽)*0.8(厚)mm 材质:PCB材质 存储容量:EPC内存:240bits 扩展内存:512bits 频率:860 - 960 MHz | 张 |  |
货位 电子 标签 | VANCH™ VT-89 | 尺寸: 244(长)*12(宽)* 13(高)mm 材质:ABS 存储容量:EPC内存:240bits 扩展内存:512bits 频率:860 - 960 MHz 抗金属标签 | 张 |  |
四、工程实施及售后服务
施工人员组成(乙方):
工程执行流程图:
五、培训计划
培训地点和时间安排及大致内容
地点 | 天数 | 内 容 |
甲方指定地点 | 2天 | 1. 系统原理及操作 |
2. 外围设备的操作与维护 |
2天 | 3. 计算机软件系统的标准与维护 |
4. 系统的联网、操作与维护 |
本系统调试开通后,乙方免费为甲方操作、管理人员进行培训,培训地点可以在乙方公司内,也可在甲方工地进行现场指导.
六、维护服务
供方随时电话或书面解答产品使用方面的疑问,必要时派人员到现场服务。更好地保证系统的正常运行,及时解答用户提出的疑问,帮助用户解决技术问题,在公司总部的工程部,设有24小时的热线电话服务,由专门的工程师受理用户来话,保证用户在使用设备的过程中,及时得到技术上的支援和服务。维护服务中心人员均具有大学本科以上学历和丰富的系统维护经验,随时为客户提供最优质的服务。
(一)维修服务
故障保修时,需方指定联系人通知供方或需方单位书面通知供方;
供方接通知后24小时派员到使用现场处理;
系统自开通验收合格之日起,免费保修一年,终身维护。系统常规软件终身免费维护;
免费维修期内人为或自然灾害引起的故障或损坏,仅收取维修成本费;
免费维修期以外的维修服务仅收取维修成本费。
(二)以下情况不属保修范围
1、因不正常操作及人为或自然灾害而引起的损坏;
2、自行拆卸改换机内任何部分(如:线路、零件)后造成损坏;
3、非我方指定的专业技术人员指导安装而引起的故障。
(三)更新改进服务
1、建立用户档案,完善产品质量
公司工程部除开展用户技术咨询服务外,还负责受理和收集用户投诉咨询信息,保证用户提出的问题和要求能得到及时处理,并对处理情况进行跟踪和验证。同时建立用户档案,记录产品使用情况,为今后公司产品的质量改进提供依据。
“精诚服务,凝聚顾客身上”是我们永远的信念。我们将不断努力,精益求精,为顾客提供最满意的产品和服务?
2、咨询服务
供方随时电话或书面解答产品使用方面的疑问,必要时派人到现场服务。
3、维修服务
公司24小时开通售后服务电话:0755-82426775
公司承诺 深圳市内接到用户电话4小时内为用户处理维修问题;
广东省内接到用户电话1~2天内为用户处理维修问题;
省外接到用户电话2~4天内为用户处理维修问题。
4、定期保养维护
定期联系客户,除电话联系外还向客户寄去《用户使用情况表》,并及时收回反馈表给本公司进行处理。
5、更新提供服务
本产品设计更新提高或软件版本升级,供方即时通知和协助需方进行已经运行系统的改进提高,并无偿提供软件新版本,使用户的系统处于最先进的水平和最完善的状态。
七、质量保证方案
(一)质量保证任务范围
我公司在工程上的设计、生产、安装、调试和服务均在质量管理体系的模式下进行.以本公司的工程实力和多年的工程经验,并通过ISO9001质量认证体系统认证,我们将按GB/T19001—ISO9001:1994和GB/T6583—ISO8402:1994质量体系统设计、开发、生产、安装和服务的质量保证模式。
(二)质量保证执行方式
公司领导全面参与、建立、实施,并不断完善一个灵活有效的质量体系;
1、对人员进行充分的培训和发展
预防和改进相结合对产品的开发设计、生产、销售、服务等全过程进行质量控制;
不断完善产品技术,开发高新技术产品,将质量保证延伸至产品最后环节;
保证按计划和程序实施,并在实施过程中进行连续评价和验证。
2、质量保证管理方法
在产品开发研制、采购、生产过程、检验和测试、安装与运行、技术服务和维护六个方面严格按照质量检测保证实施。
A.产品设计、开发控制
硬件开发工作包括可行性分析、总体设计、详细设计、实验、调试、小批量生产、生产技术规范、技术档案总结与后续开发计划等十个方面;
软件系统开发包括可行性分析、总体设计、详细设计、系统分析、系统设计、编程、测试商品化、技术总结与后续开发计划等九项工作;
产品开发档案管理和保密工作由公司总工全面负责,并负责收集上交公司;
开发档案包括阶段工作档案与技术成果档案;
产品开发的每个阶段都应组织会议评审,并由行政部保存评审记录。
B.采购控制
根据供应商的业绩及其已证实的质量保证能力的记录来选择供应商,确保其能够提供满足合同要求的产品或任务;
C.顾客财产的控制
按照合或协议要求,对顾客供其使用或纳入产品的顾客财产,进行标识、验证、贮存、保护和维护,以保证顾客提供的产品符产品符合规定的要求,并得到正确的使用。
D.生产过程控制
所有生产过程都应在受控状态下进行,当生产质量出现异常时,须及时进行分析并制订有效改进措施;
控制来料的质量,并要求供应商提供以证实来料质量的文件。
E.检验、测试控制
公司设立质检部门,负责审批检验计划和检验规程,确保各类物料或产品均通过要求的检验和测试;
定期对设备和计量器具进行检查;
成品包装完毕后,质检人员按检验标准和检验计划进行成品最终检验和测试,检验合格后的产品方可入库和销售;
F.施工安装控制
公司具有一支足够数量的合乎要求的施工安装人员队伍;
具有可靠和完善的施工器材和交通工具;
制订一套科学而严格的施工检验和检验管理制度。
G.技术服务和维护控制
公司保证按照合同的要求,向客户提供良好的技术咨询、配件和维修服务,并保存有完整的记录以及客户跟踪;
用户投放或在运行中出现质量问题,由售后服务人员反馈到有关部门,及时采取纠正措施;
当合同有特殊要求时,按合同等有关规定提供售后服务,最大限度地满足客户的要求。















201105091124342470.jpg)